 Tweet
Tweet
Hi Bob, would you believe the Center for Implosion Research is in the city I live in!
I have had two meetings with them in the last 2 weeks. They are a lovely, well educated couple, who are very knowledgeable about water implosions.
Centre for Implosion Research
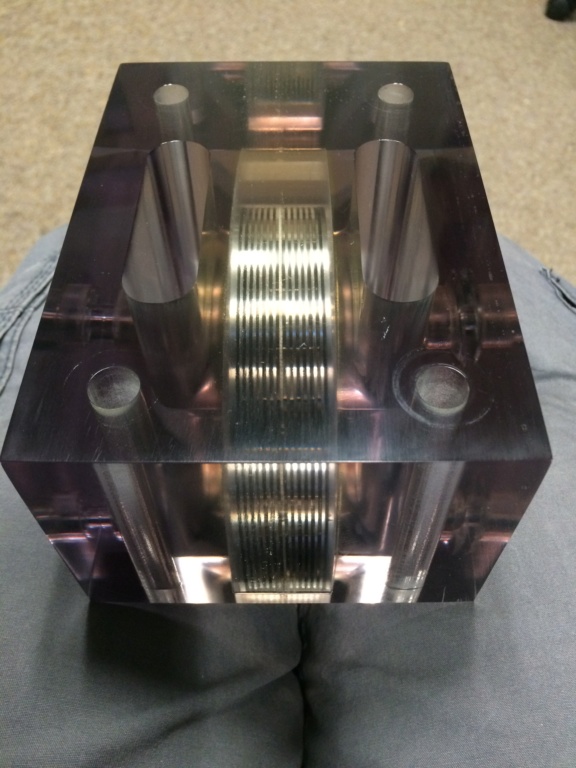
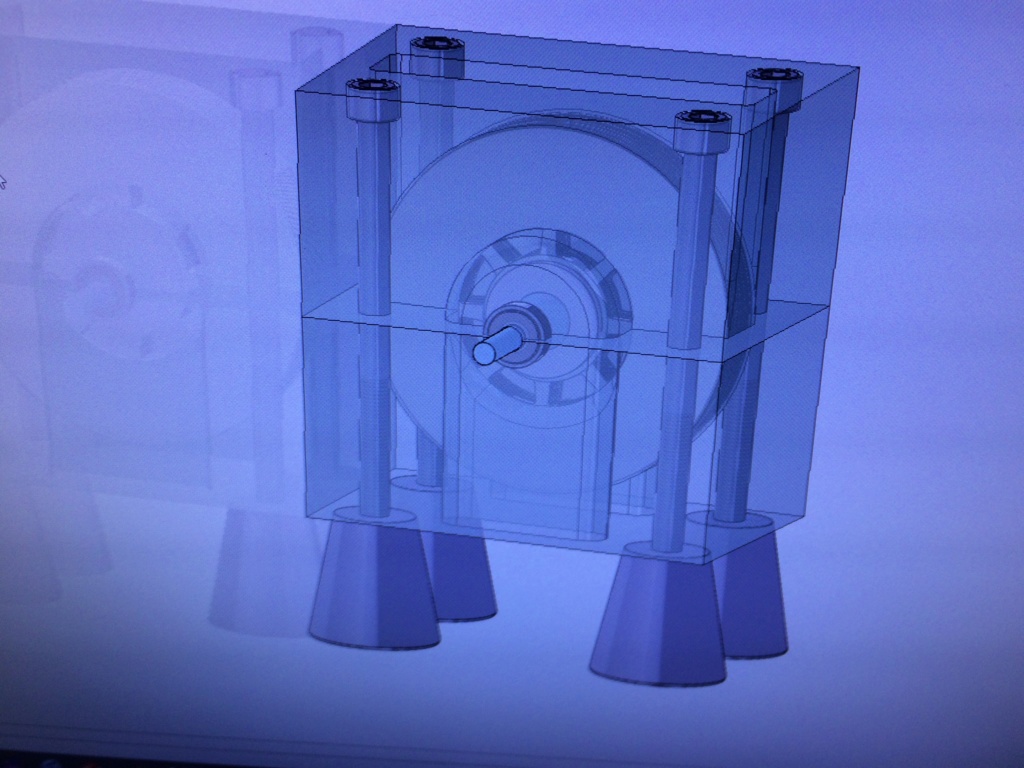
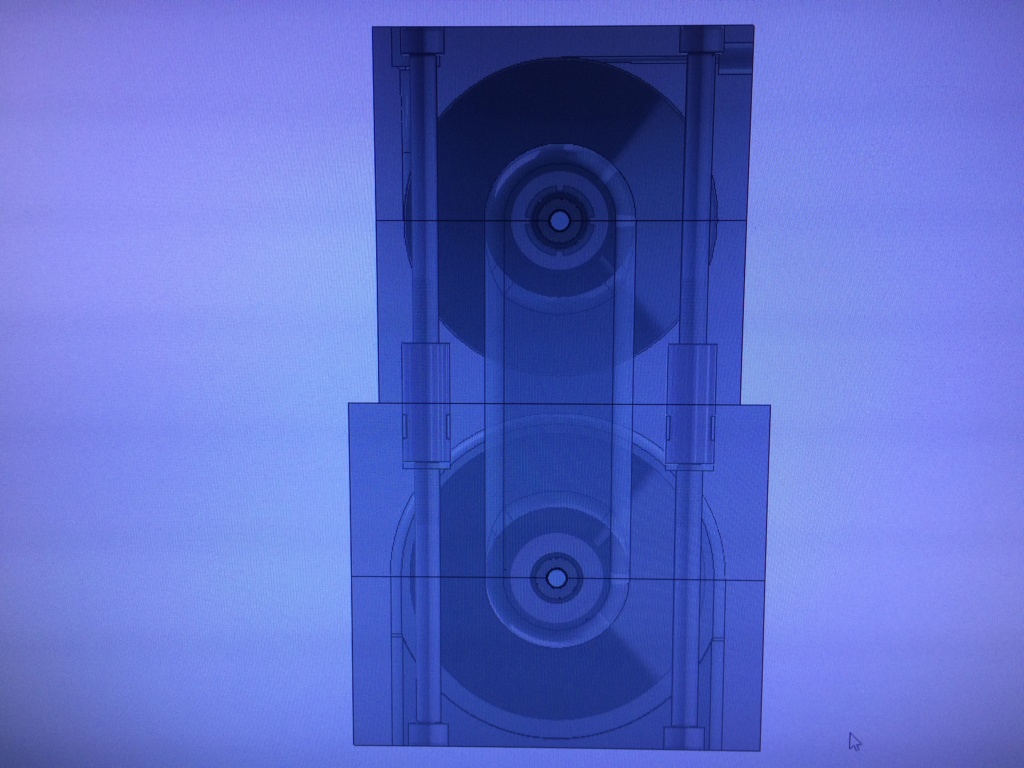
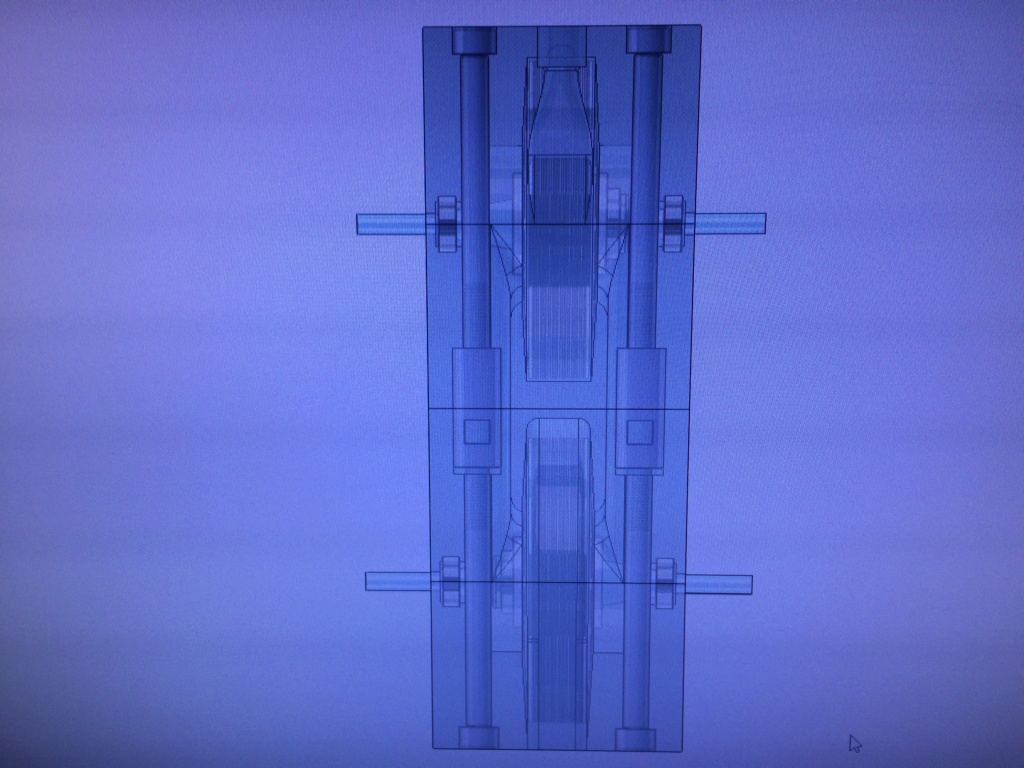
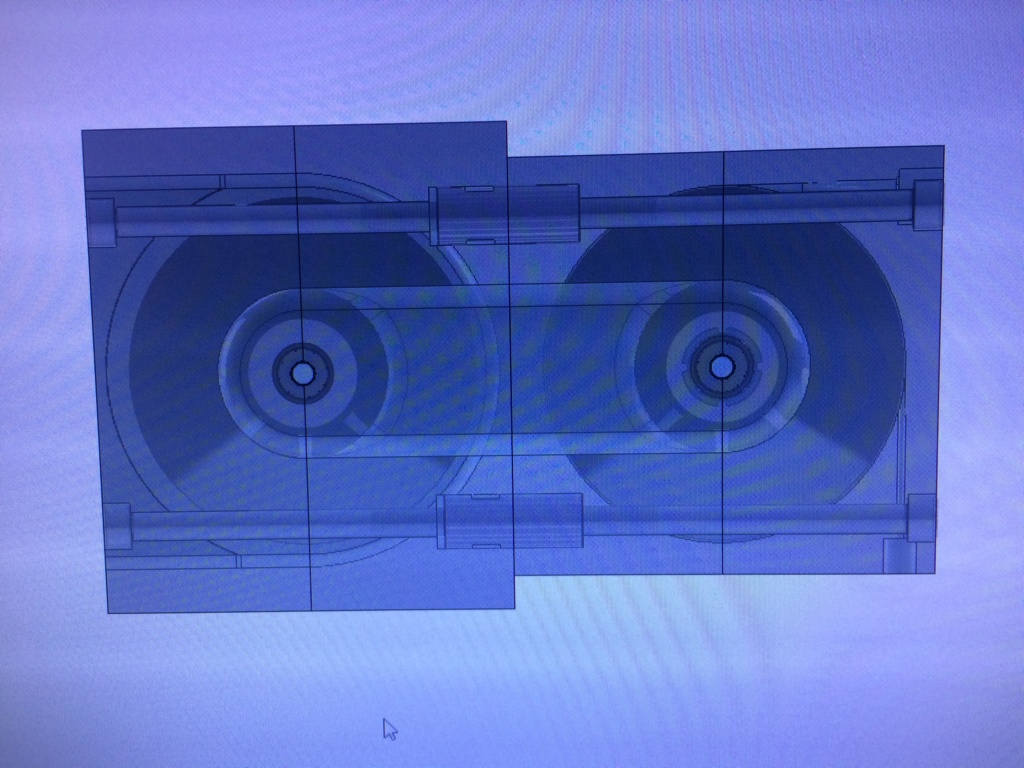
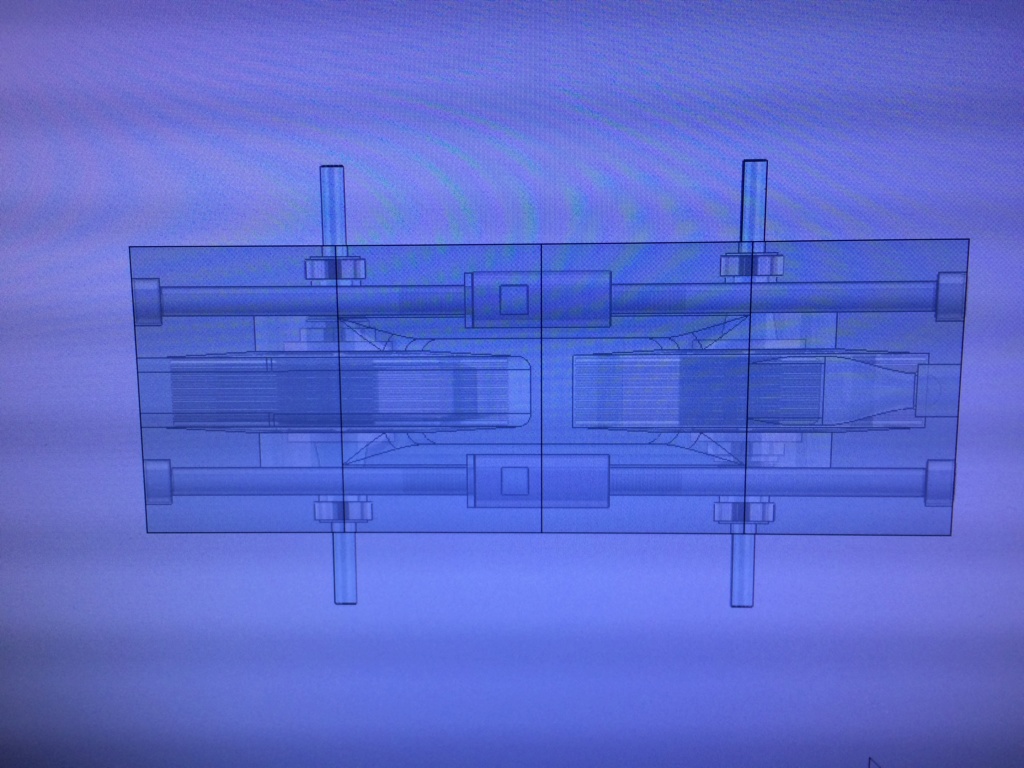
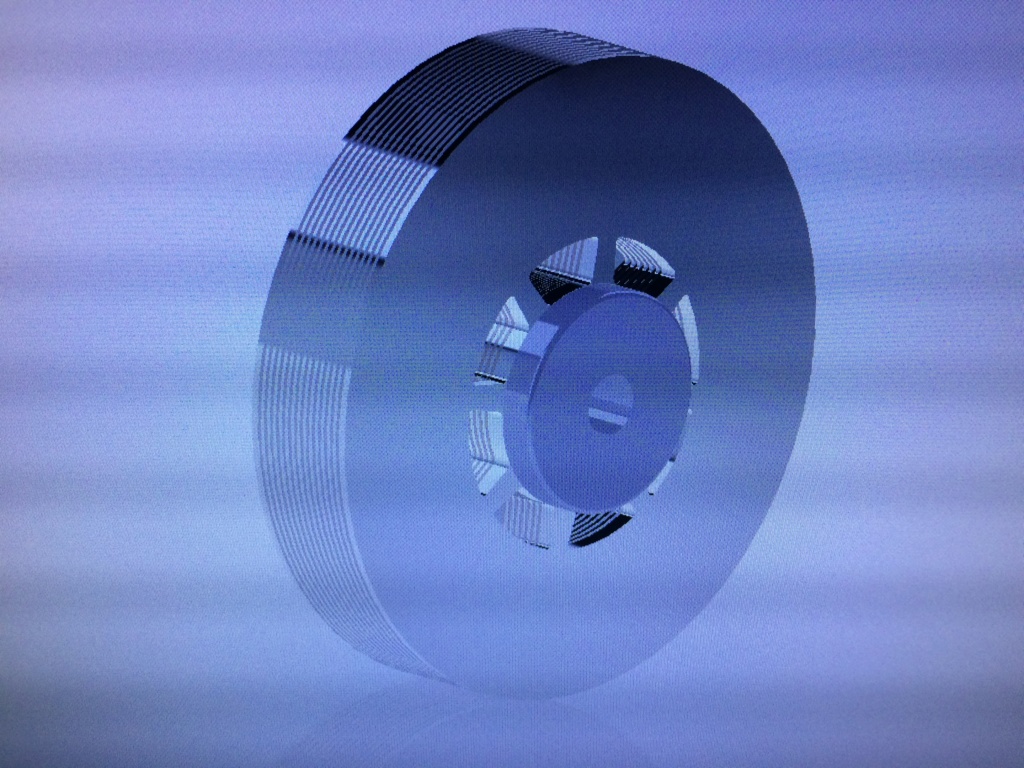
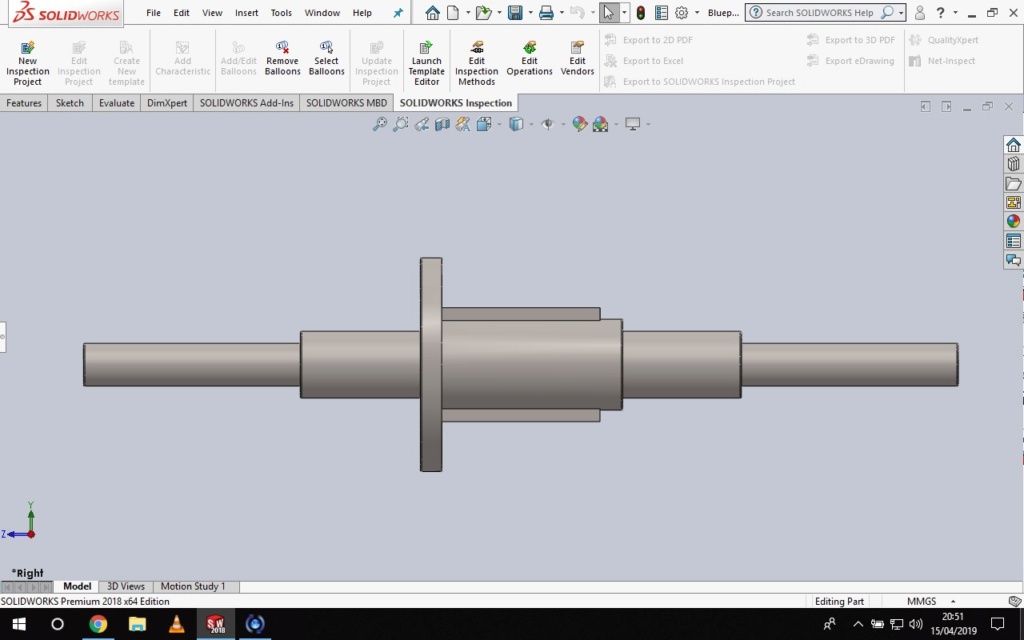
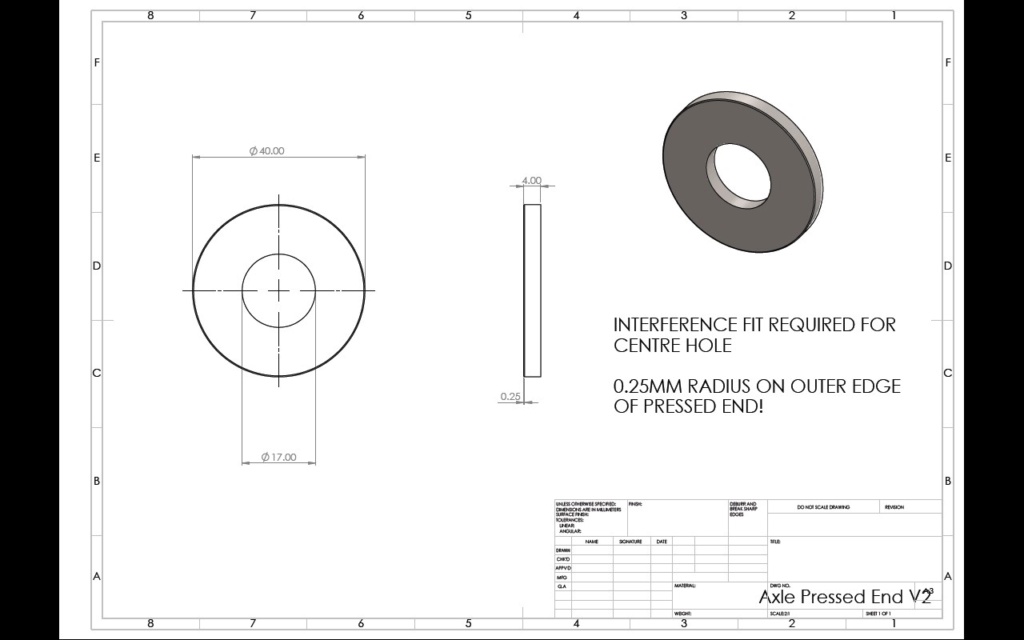
Whilst I wait for my rotor and axle to be finished here are some more pictures.
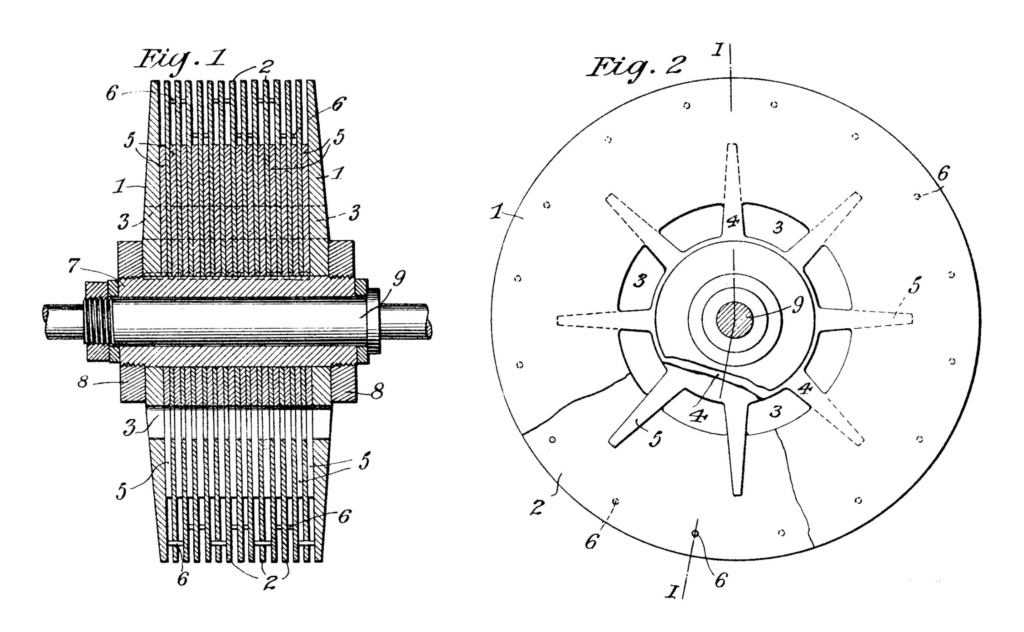
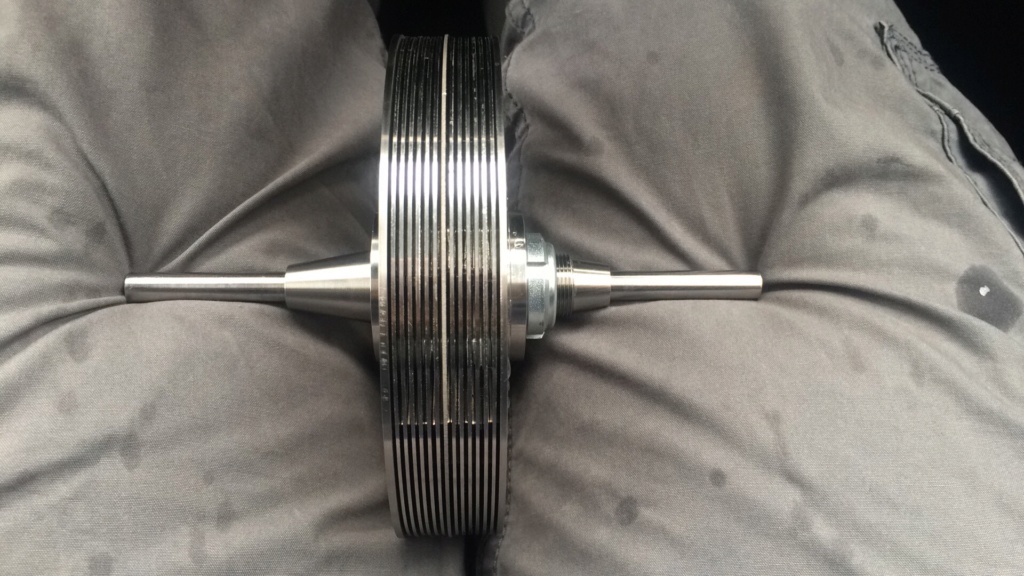
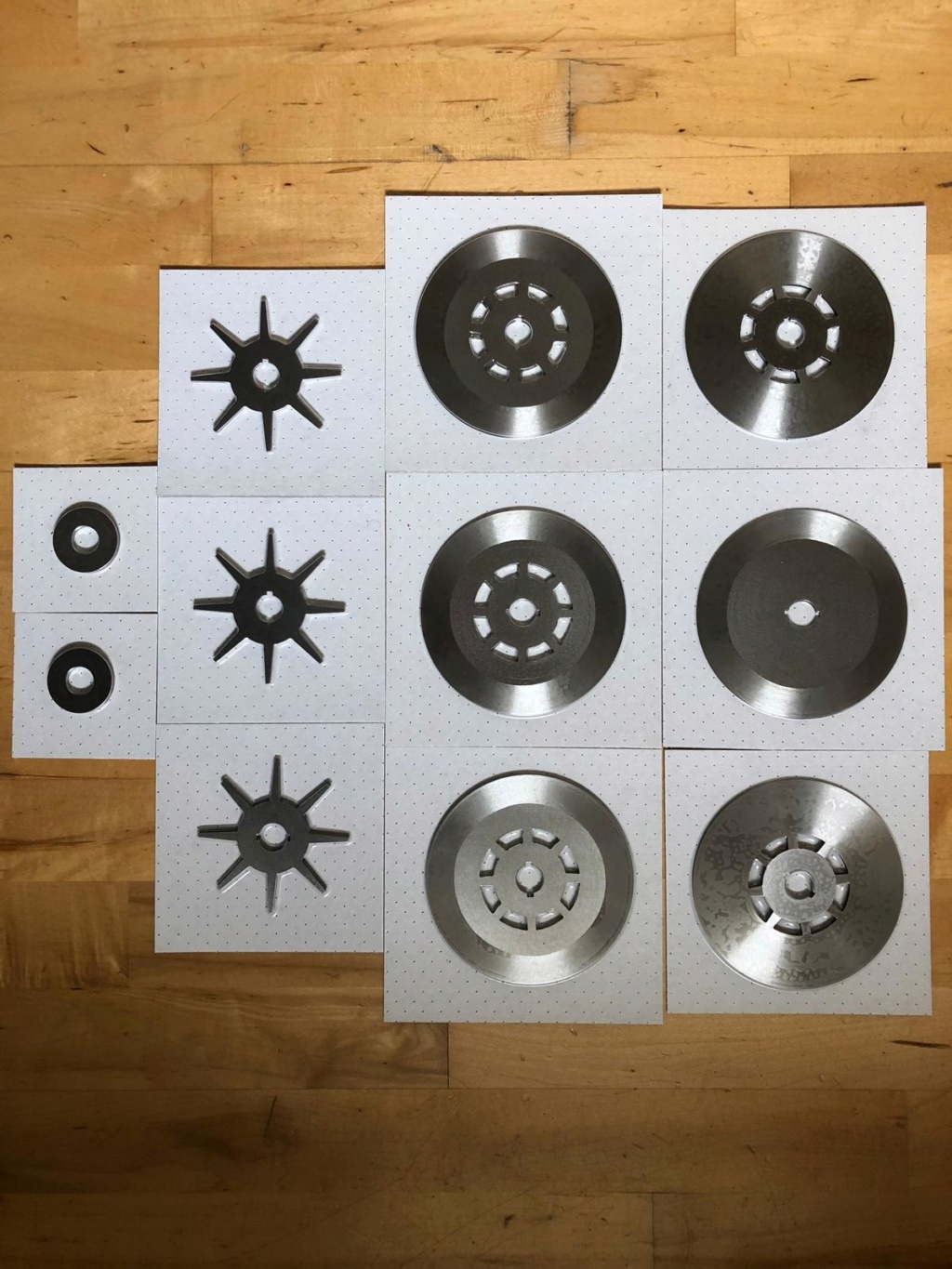
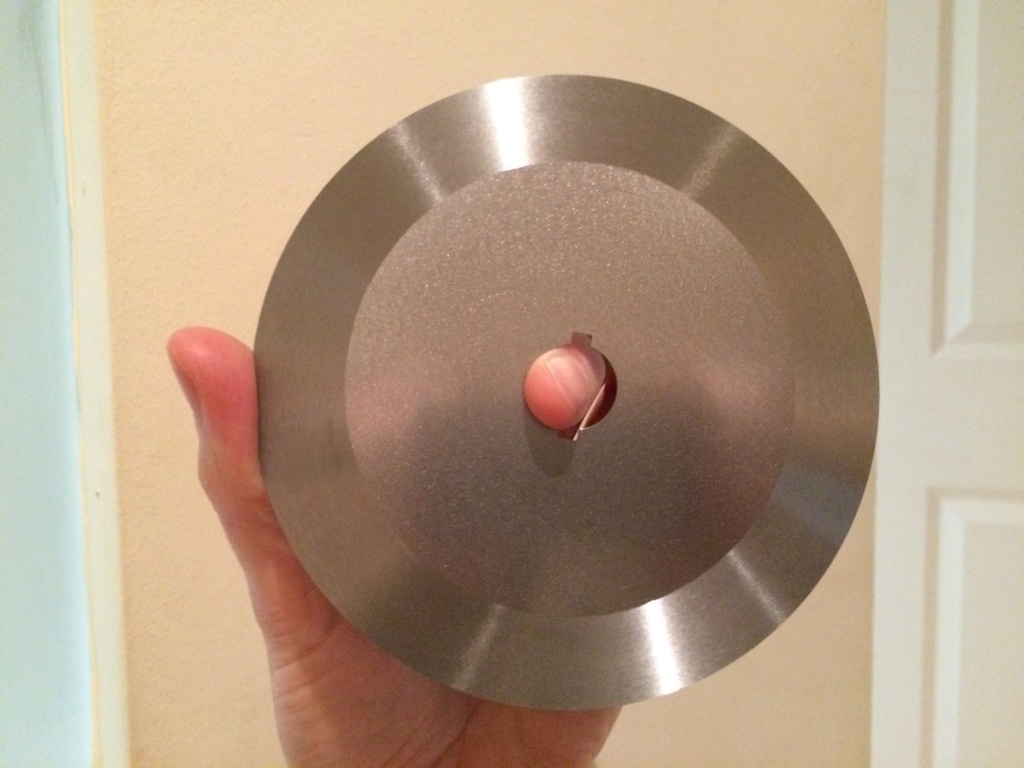
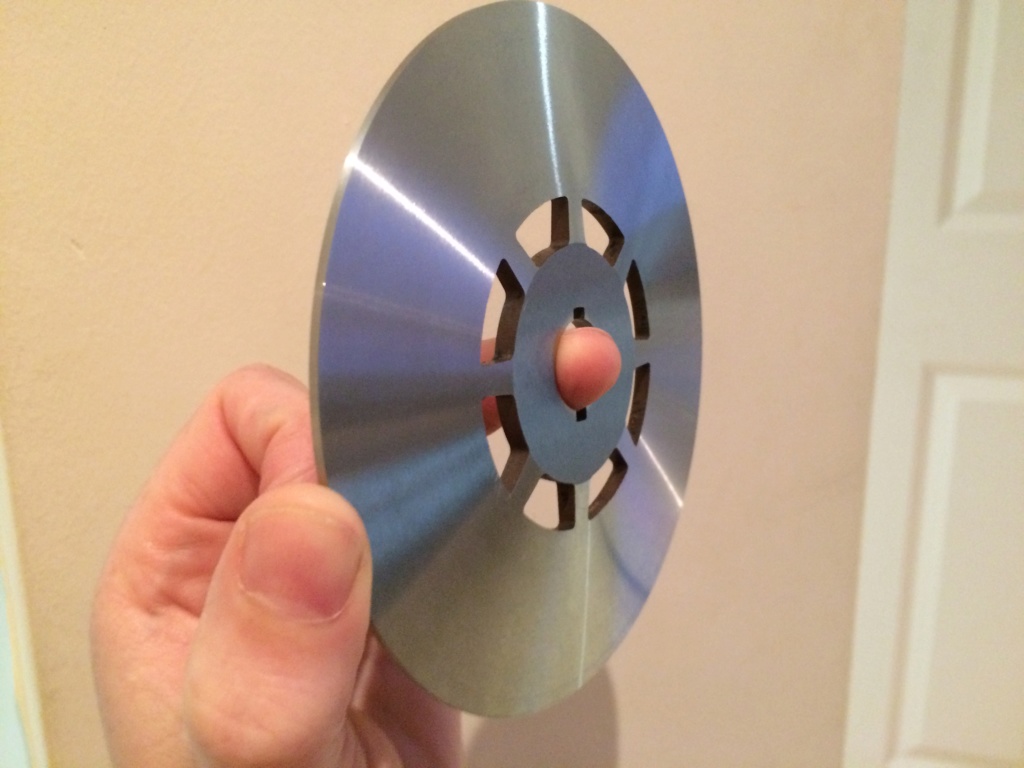
Also I've commissioned the production of my blueprinted rotor which features 420hp stainless tapered discs. This is the material that circular blades are manufactured from. It is magnetic stainless with the corrosion properties. All the discs, star washers, end plates and end plate washers will be lapped. If you are not familiar with lapping. This is when a machine perfectly flats a material on both sides to a very fine tolerance. It will mean all parts are as flat as can be.
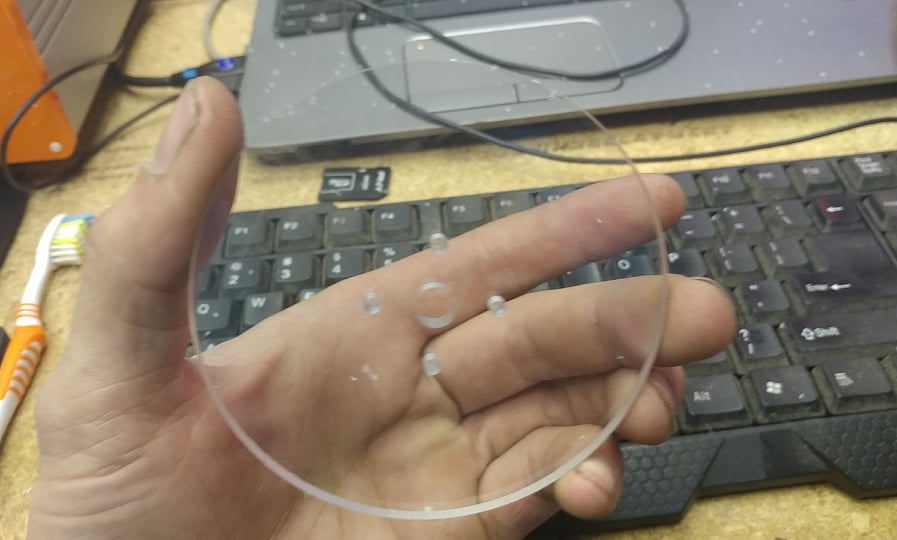
I've still not done anymore sanding and polishing. There are a couple of cracks where the bearings were such a tight fit. The cracks don't appear to effect the workings of the machine. Just means I'm less inclined to be OCD in sanding and polishing.
The suggestion to offset the bearing housings and rotor by 0.2mm has been given for next print.
I would have love to have CNC machined it from acrylic but I wouldn't have the hologram effect. Also it was a lot more expensive.
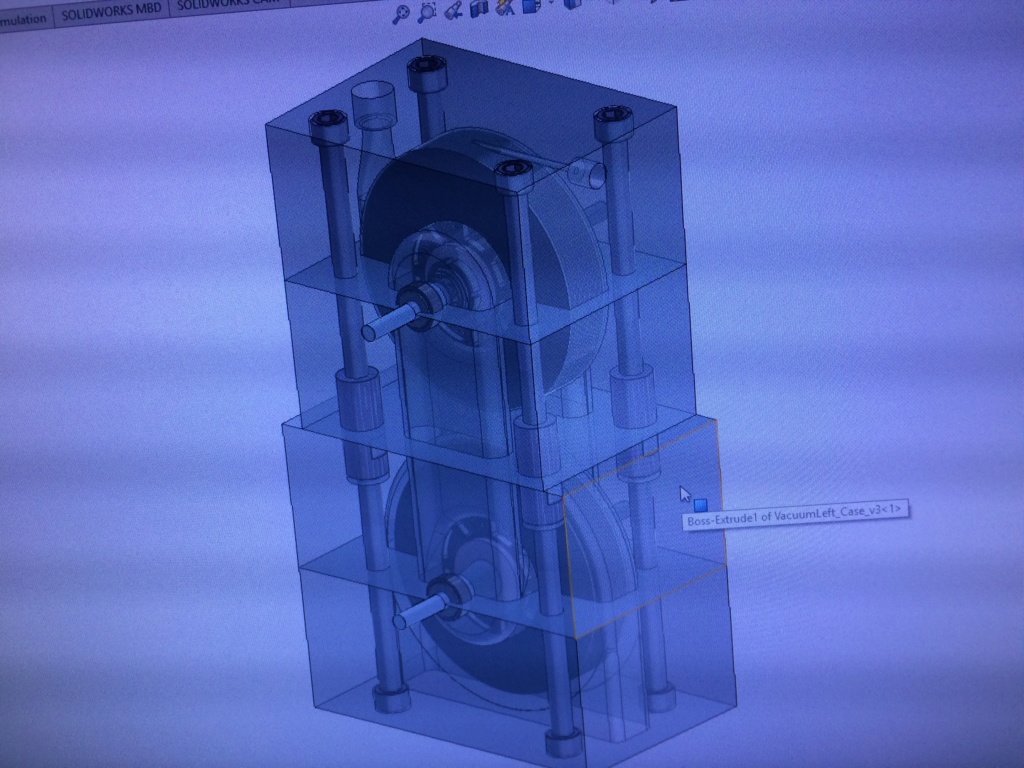
The cheapest way to mass manufacture appears to be vacuum casting for plastic or die casting in aluminium. The die casting would need some machining.
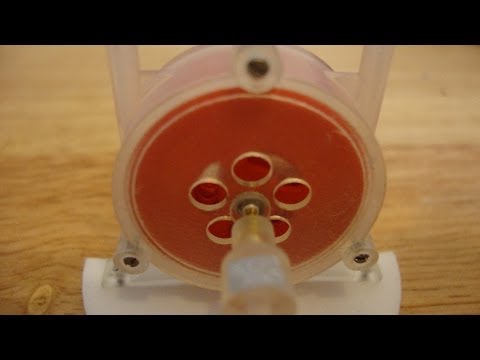
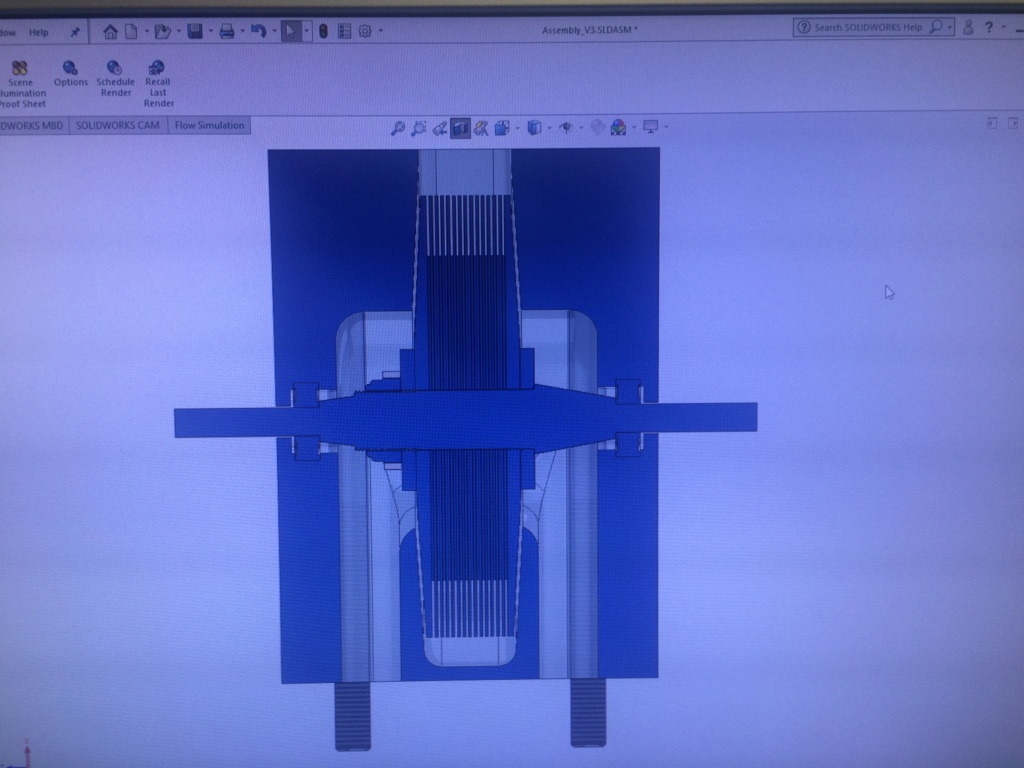
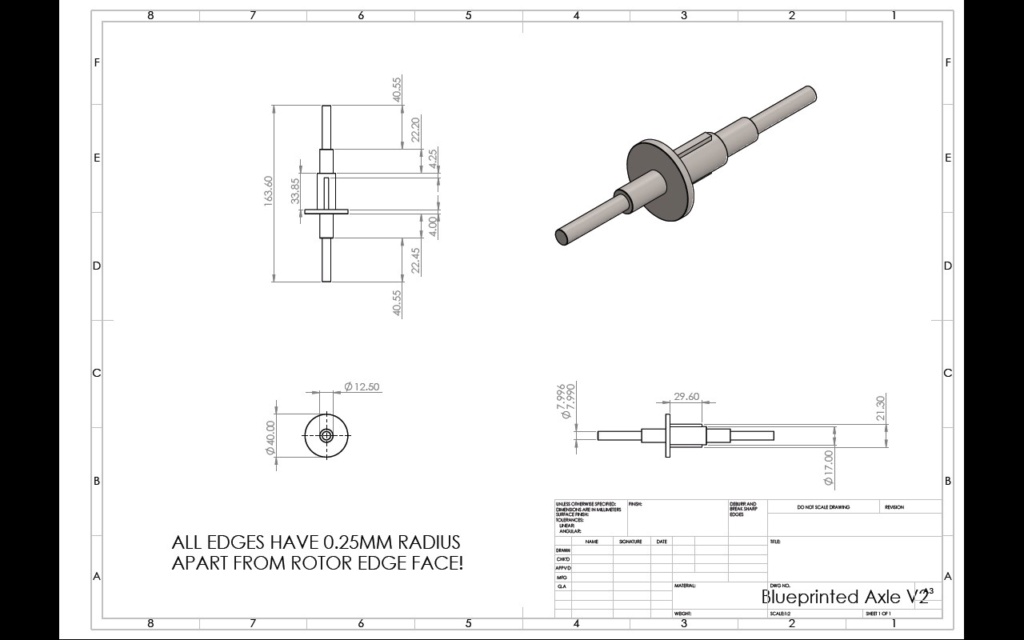
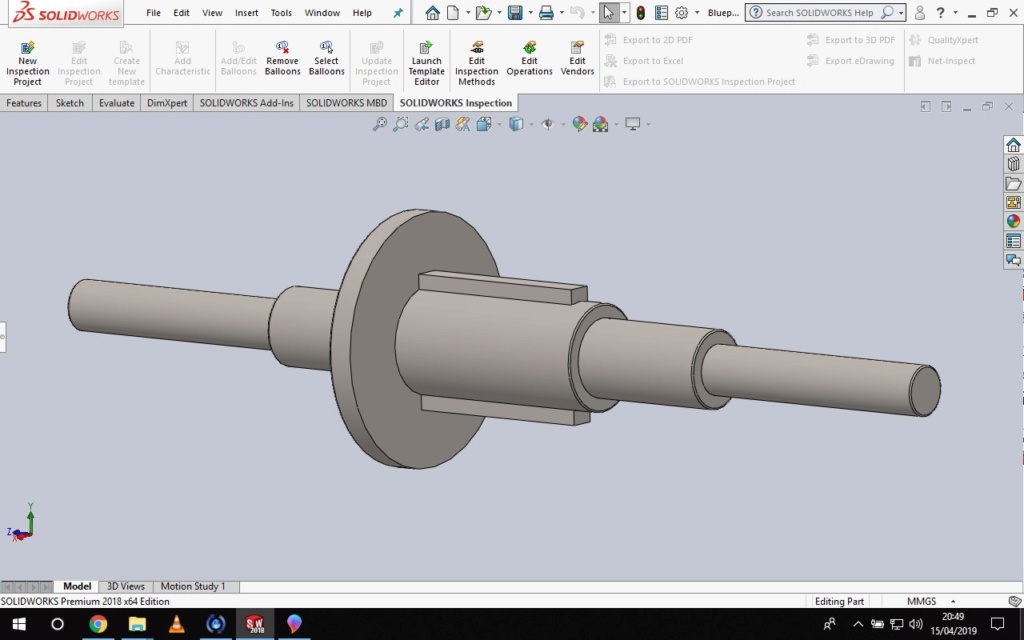
I am soon moving onto prototyping the air bearings. This will be an insert that goes into the bearing housing and leaves an air gap of around 0.50mm-0.80mm around the axle. The axle and rotor are spinning in mid air held by the inrush of air due to the negative pressure inside the casing. This is why I need a blueprinted rotor. I want to go for 300,000rpm as a goal.
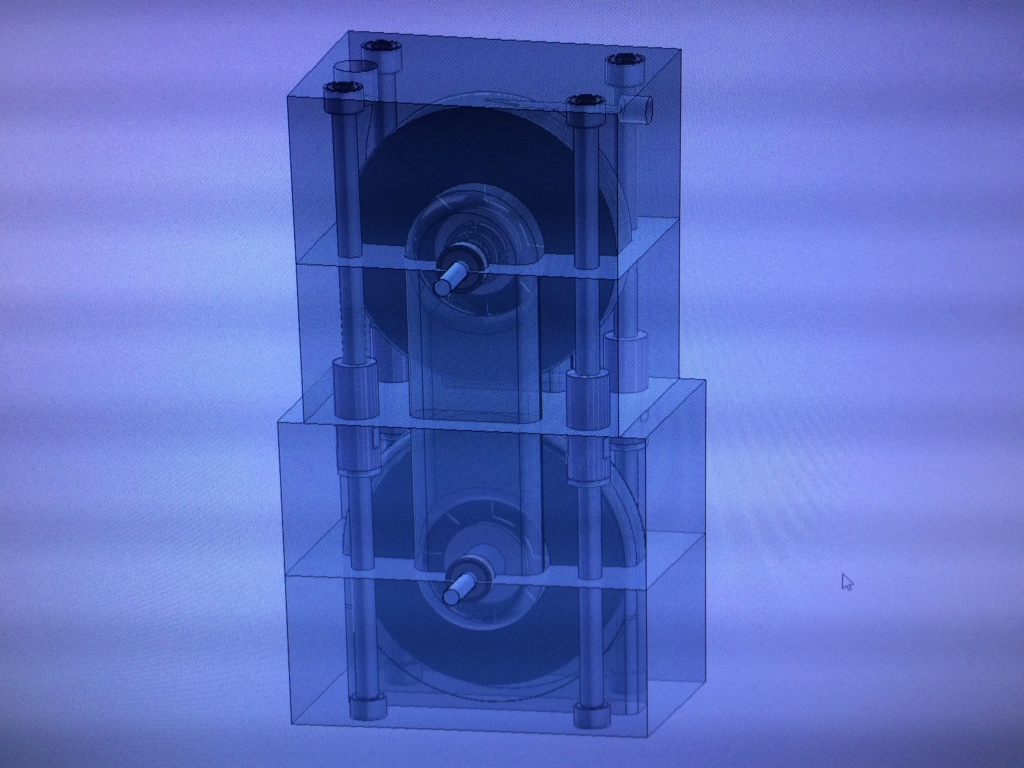
See if any of you can tell what is coming next from the pictures






This material is lovely to work with; sand, polish and tap.
I have had two meetings with them in the last 2 weeks. They are a lovely, well educated couple, who are very knowledgeable about water implosions.
Centre for Implosion Research
Whilst I wait for my rotor and axle to be finished here are some more pictures.
Also I've commissioned the production of my blueprinted rotor which features 420hp stainless tapered discs. This is the material that circular blades are manufactured from. It is magnetic stainless with the corrosion properties. All the discs, star washers, end plates and end plate washers will be lapped. If you are not familiar with lapping. This is when a machine perfectly flats a material on both sides to a very fine tolerance. It will mean all parts are as flat as can be.
I've still not done anymore sanding and polishing. There are a couple of cracks where the bearings were such a tight fit. The cracks don't appear to effect the workings of the machine. Just means I'm less inclined to be OCD in sanding and polishing.
The suggestion to offset the bearing housings and rotor by 0.2mm has been given for next print.
I would have love to have CNC machined it from acrylic but I wouldn't have the hologram effect. Also it was a lot more expensive.
The cheapest way to mass manufacture appears to be vacuum casting for plastic or die casting in aluminium. The die casting would need some machining.
I am soon moving onto prototyping the air bearings. This will be an insert that goes into the bearing housing and leaves an air gap of around 0.50mm-0.80mm around the axle. The axle and rotor are spinning in mid air held by the inrush of air due to the negative pressure inside the casing. This is why I need a blueprinted rotor. I want to go for 300,000rpm as a goal.
See if any of you can tell what is coming next from the pictures
This material is lovely to work with; sand, polish and tap.





















Comment